The global shift toward sustainability has transformed the Industrial LED Indoor Lighting market from a luxury upgrade into a critical operational necessity. Today, large-scale industrial facilities, warehouses, and commercial complexes are aggressively phasing out legacy High-Pressure Sodium (HPS) and Metal Halide systems in favor of advanced LED technology. This transition is driven not only by the promise of up to 70% energy savings but also by the integration of AI-driven smart controls and IoT connectivity.
We are currently witnessing the "Smart Lighting Era." Modern industrial lighting systems now incorporate sensors for occupancy, daylight harvesting, and even asset tracking. As a leading manufacturer, we focus on high-efficacy chips that provide over 160-180 lumens per watt, ensuring that global enterprises meet their strict carbon-neutral targets while maintaining a safer, more productive work environment.

In massive logistics centers, lighting needs to be both powerful and intelligent. Our UFO High Bay series provides uniform light distribution, eliminating dark spots in high-rack aisles. This enhances worker safety and inventory accuracy. These fixtures are designed with superior heat dissipation systems to withstand 24/7 operation in demanding environments.
Recommended Product: UFO High Bay Industrial Dimmable Fixture (100W-500W)
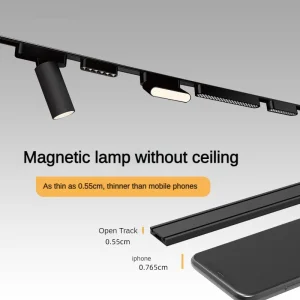
Localized application scenarios extend to high-end retail and the hospitality sector. Here, the focus shifts from raw power to Color Rendering Index (CRI) and aesthetic integration. In European and North American markets, retail owners demand lighting that makes products "pop" while maintaining a comfortable atmosphere for customers. Our magnetic track systems and recessed panels offer the flexibility needed for dynamic retail layouts.
In manufacturing plants, vibration resistance and explosion-proof ratings are paramount. Industrial LED indoor lighting must endure fluctuations in temperature and voltage. Our engineering team ensures that every driver and LED module is tested against extreme conditions, providing a reliability that generic suppliers cannot match.

China, and specifically the Hangzhou region, serves as the global epicenter for LED innovation. As a premier manufacturer, we offer more than just low costs; we provide vertical integration. From PCB design to housing die-casting and final assembly, every step is controlled in-house. This allows us to offer OEM/ODM services that adapt to the specific voltage, certification, and mounting requirements of different global regions.
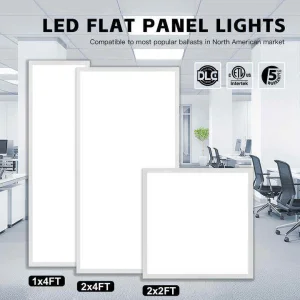
Recommended Product: Industrial Slim Recessed LED Panel Lamp for Supermarkets
Procurement teams from the US, UK, Germany, and Australia often face the challenge of balancing quality with budgetary constraints. By partnering directly with a China Top Industrial Led Indoor Lighting Manufacturer, these businesses bypass middlemen, gaining access to the latest R&D breakthroughs at factory-direct pricing. Our logistical proximity to major shipping ports ensures that bulk orders are fulfilled with speed and precision.
Hangzhou Velvet Light Co., Ltd. is a professional manufacturer dedicated to providing energy-efficient LED lighting solutions, specializing in panel lighting, indoor lighting systems, and parking garage lighting applications. Based in Hangzhou, a leading hub for innovation and manufacturing in China, the company benefits from advanced supply chain resources and strong technical expertise.

Since its establishment, Velvet Light has focused on developing high-performance LED products that combine energy efficiency, durability, and modern design. Its product portfolio includes LED panel lights for offices and commercial spaces, indoor lighting solutions for residential and retail environments, and robust parking garage and canopy lighting systems designed for safety and long-term operation.
The company operates a well-equipped production facility supported by a skilled team of engineers, quality control specialists, and experienced technicians. By integrating advanced LED technology with strict quality management processes, Hangzhou Velvet Light ensures consistent product performance and compliance with international standards.

Driven by innovation and sustainability, the company continues to invest in research and development, offering smart and energy-saving lighting solutions to global customers. Hangzhou Velvet Light Co., Ltd. is committed to delivering reliable products and building long-term partnerships worldwide.
For international buyers, certifications like CE, RoHS, UL, and DLC are non-negotiable. Our manufacturing process is strictly aligned with ISO 9001 standards, ensuring that every batch of industrial lighting fixtures undergoes rigorous thermal testing and photometric analysis. We understand that global procurement is not just about a single transaction but about building a reliable supply chain that can support massive infrastructure projects.
Looking ahead, the industry is moving towards Human-Centric Lighting (HCL), which adjusts color temperature based on the time of day to improve worker circadian rhythms and overall well-being. We are at the forefront of this research, developing tunable white solutions that integrate seamlessly with building management systems.