The global lighting market is undergoing a seismic shift. Traditional fluorescent tubes and standard LED battens are rapidly being replaced by intelligent motion sensor LED batten systems. As a leading factory and exporter, we have observed that the demand is no longer just about "brightness" but about "smart management."
Today, industrial facilities, large-scale warehouses, and commercial parking structures across Europe, North America, and Southeast Asia are prioritizing energy conservation. Motion sensor technology—specifically Microwave (HF) and PIR (Passive Infrared) sensors—allows lighting to operate only when needed, reducing energy consumption by up to 80% compared to traditional constant-on lighting.
Modern LED battens are no longer standalone units. We are integrating Bluetooth Mesh and Zigbee protocols, allowing facility managers to control entire floors via mobile apps or centralized AI dashboards.
Microwave sensors offer 360-degree detection through walls and glass, ideal for large warehouses. PIR sensors provide precise, line-of-sight detection perfect for residential and office applications.
As a leading Chinese factory, we focus on 100% recyclable aluminum housings and mercury-free components, meeting stringent RoHS and CE certifications for global export.
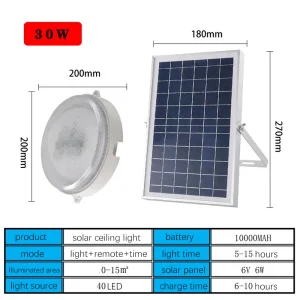
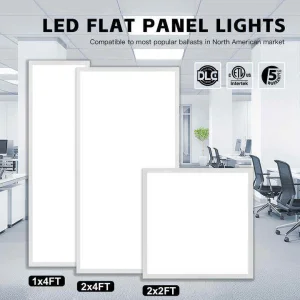
Hangzhou Velvet Light Co., Ltd. is a professional manufacturer dedicated to providing energy-efficient LED lighting solutions, specializing in panel lighting, indoor lighting systems, and parking garage lighting applications.
Based in Hangzhou, a leading hub for innovation and manufacturing in China, the company benefits from advanced supply chain resources and strong technical expertise. Since its establishment, Velvet Light has focused on developing high-performance LED products that combine energy efficiency, durability, and modern design.
Its product portfolio includes LED panel lights for offices and commercial spaces, indoor lighting solutions for residential and retail environments, and robust parking garage and canopy lighting systems designed for safety and long-term operation.


The company operates a well-equipped production facility supported by a skilled team of engineers, quality control specialists, and experienced technicians. By integrating advanced LED technology with strict quality management processes, Hangzhou Velvet Light ensures consistent product performance and compliance with international standards.
Driven by innovation and sustainability, the company continues to invest in research and development, offering smart and energy-saving lighting solutions to global customers. Hangzhou Velvet Light Co., Ltd. is committed to delivering reliable products and building long-term partnerships worldwide.
Procurement officers for global retail chains, logistics giants, and construction firms face the challenge of sourcing high-quality, certified lighting that meets local building codes. Here is why we are a top-tier choice for global exporters:
Located in Hangzhou, we bridge the gap between innovation and cost-effectiveness. Our factory advantage includes:
As a professional Motion Sensor LED Batten exporter, we ensure every batch undergoes rigorous aging tests and surge protection checks to guarantee reliability in the most demanding industrial environments.
In the competitive landscape of the 21st century, energy efficiency is more than a trend—it is a business necessity. Hangzhou Velvet Light Co., Ltd. stands as a beacon of quality in the Motion Sensor LED Batten market. Whether you are looking for wholesale procurement or custom ODM projects, our team is equipped to deliver cutting-edge technology that illuminates your space while protecting your bottom line.