The industrial landscape is undergoing a massive transformation. As global standards for hygiene and safety tighten, the demand for specialized lighting like the Dust Proof LED Panel Light has skyrocketed. From sterile pharmaceutical clean rooms to high-precision electronics manufacturing, lighting is no longer just about visibility; it's about maintaining a controlled environment.
In the modern era, dust-proof lighting must meet rigorous IP (Ingress Protection) ratings. Our factory specializes in IP54 and IP65 rated panels that prevent the accumulation of fine particles and moisture, ensuring that the light fixture does not become a source of contamination or a fire hazard in volatile environments.

Integration with IoT and Dali 2.0 systems allows for remote monitoring and intelligent dimming, reducing energy costs by up to 80% in industrial settings.
Utilizing high-grade PMMA and nano-coatings, our panels repel dust and resist chemical cleaning agents commonly used in hospitals and labs.
Pushing the boundaries of lumens per watt (up to 160lm/W), our products meet the latest DLC 5.1 and ErP European energy standards.
Global procurement teams from North America, Europe, and Southeast Asia have distinct requirements. Here is how our China-manufactured LED panels serve diverse sectors:
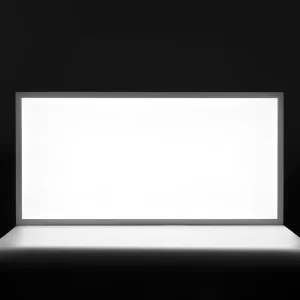
In environments where even a speck of dust can ruin a batch of medicine, our clean room LED flat panels are the industry standard. They feature seamless frames and flush mounting to eliminate gaps where bacteria can thrive.
Moisture and flour dust are a dangerous combination. Our IP65 rated panels are designed to withstand high-pressure washdowns and prevent dust explosions in grain or flour processing facilities.
Exhaust fumes and road dust create a harsh environment. Our robust lighting systems ensure safety and longevity with minimal maintenance costs for city infrastructure projects.

Choosing the right China Dust Proof LED Panel Light Manufacturer is critical for your project's success. As an industry leader based in Hangzhou, we offer unique advantages:
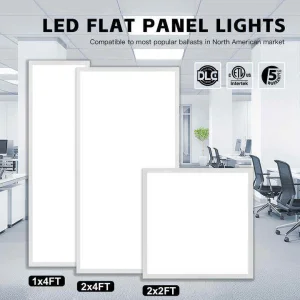
We provide tailored solutions including custom sizes (2x2, 1x4, 2x4), specific CCT, and various dimming protocols (0-10V, Triac, Zigbee).
Every batch undergoes aging tests, waterproof testing, and spectroscopic analysis in our in-house lab before shipment.
Located in a major tech hub, we have direct access to the world's best LED chips and driver components, ensuring competitive pricing.
Hangzhou Velvet Light Co., Ltd. is a professional manufacturer dedicated to providing energy-efficient LED lighting solutions, specializing in panel lighting, indoor lighting systems, and parking garage lighting applications. Based in Hangzhou, a leading hub for innovation and manufacturing in China, the company benefits from advanced supply chain resources and strong technical expertise.
Since its establishment, Velvet Light has focused on developing high-performance LED products that combine energy efficiency, durability, and modern design. Its product portfolio includes LED panel lights for offices and commercial spaces, indoor lighting solutions for residential and retail environments, and robust parking garage and canopy lighting systems designed for safety and long-term operation.
The company operates a well-equipped production facility supported by a skilled team of engineers, quality control specialists, and experienced technicians. By integrating advanced LED technology with strict quality management processes, Hangzhou Velvet Light ensures consistent product performance and compliance with international standards.
Driven by innovation and sustainability, the company continues to invest in research and development, offering smart and energy-saving lighting solutions to global customers. Hangzhou Velvet Light Co., Ltd. is committed to delivering reliable products and building long-term partnerships worldwide.