Innovative LED technology engineered for reliability and safety.


3600 Lumens 36W Square Shape Surfaced Mounted Recessed Flat Panel LED Light

Explosion Proof 26W 2860lms White CB Ceiling Industry LED Lighting Light

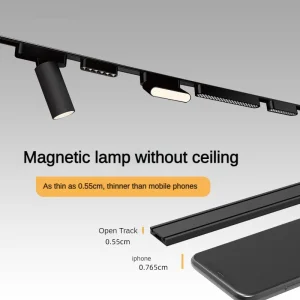
Magnetic Track Light Recessed Track Linear Light LED Ceiling Spotlights Indoor LED Track Lighting

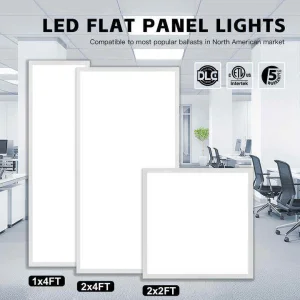
2X4FT 40W LED Flat Panel Troffer Light Back-Lit Drop Ceiling Lights LED Panel

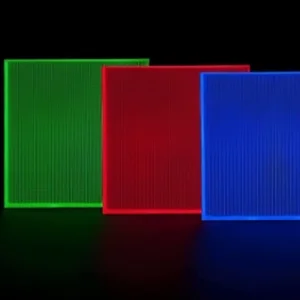
Ultra Slim 16W Edge Lit PMMA LED Panel Light for Modern Spaces
In the contemporary industrial and commercial landscape, the demand for RoHS (Restriction of Hazardous Substances) compliant LED lighting has transitioned from a regulatory requirement to a global ethical and quality standard. As the world moves toward a circular economy, the elimination of hazardous materials like lead, mercury, and cadmium in lighting fixtures is paramount. RoHS compliant LED lights represent the pinnacle of eco-friendly engineering, ensuring that products are safe for both humans and the environment during their lifecycle and after disposal.
Globally, the commercial lighting sector is experiencing a massive transformation. From European smart cities to North American logistics hubs, the emphasis is now on "Green Procurement." Modern businesses no longer just look for brightness; they seek longevity, energy efficiency, and safety certifications. As a premier Top China RoHS Compliant LED Light Manufacturer, we recognize that our products serve as the backbone of global infrastructure, providing illumination that powers productivity while safeguarding our planet.
LED lighting is no longer static. Modern RoHS compliant systems are integrated with sensors and AI controllers to optimize energy use based on occupancy and natural light levels.
Advanced CCT-adjustable downlights and panels mimic natural circadian rhythms, improving health and focus in office and educational environments.
Industrial applications now demand "explosion-proof" and "vapor-tight" ratings alongside RoHS compliance, ensuring safety in volatile environments.
The industry is moving toward "Lighting-as-a-Service" (LaaS). As a leading manufacturer, we are at the forefront of this trend, producing modular LED panels and smart track lighting that allow for easy upgrades and maintenance. Our R&D department focuses on the miniaturization of drivers and the improvement of heat dissipation materials (such as high-thermal conductivity plastics and aerospace-grade aluminum), ensuring our products exceed international standards for efficiency (lm/W).

Hangzhou Velvet Light Co., Ltd. is a professional manufacturer dedicated to providing energy-efficient LED lighting solutions, specializing in panel lighting, indoor lighting systems, and parking garage lighting applications. Based in Hangzhou, a leading hub for innovation and manufacturing in China, the company benefits from advanced supply chain resources and strong technical expertise.
Since its establishment, Velvet Light has focused on developing high-performance LED products that combine energy efficiency, durability, and modern design. Its product portfolio includes LED panel lights for offices and commercial spaces, indoor lighting solutions for residential and retail environments, and robust parking garage and canopy lighting systems designed for safety and long-term operation.

The company operates a well-equipped production facility supported by a skilled team of engineers, quality control specialists, and experienced technicians. By integrating advanced LED technology with strict quality management processes, Hangzhou Velvet Light ensures consistent product performance and compliance with international standards.
Driven by innovation and sustainability, the company continues to invest in research and development, offering smart and energy-saving lighting solutions to global customers. Hangzhou Velvet Light Co., Ltd. is committed to delivering reliable products and building long-term partnerships worldwide.
Global procurement managers face the challenge of balancing cost with quality and compliance. Sourcing directly from a China RoHS Compliant LED Light Manufacturer like Velvet Light offers distinct advantages:
In local application scenarios, our UFO LED High Bay lights are revolutionizing storage facility safety by providing flicker-free, high-CRI illumination that reduces worker fatigue. Meanwhile, our Ultra-Slim LED Panels are the preferred choice for modern LEED-certified buildings, contributing to building sustainability points through reduced energy consumption and hazardous waste reduction.
Explore our full catalog of certified lighting solutions.